【公司信息】:
深圳市金立翔科技有限公司是一家集LED顯示產品的軟硬件研發、生產制造、產品銷售、工程服務、設備租賃于一條龍服務的綜合性高科技企業,位于廣東省深圳市寶安區,擁有6000多平米現代化廠房,公司彩磚、彩晶、彩幕、彩簾等專利產品所打造的“LED數字舞臺”開創了LED顯示產品融入文化領域的先河,先后通過了ISO9001:2000體系認證和CE、UL等認證 ;是文化、演藝及體育等領域LED行業的佼佼者和聲名遠揚的行業先鋒。
【行業類型】: 電子行業
【項目背景】:
1、公司4月底承接了一個LED顯示屏項目,且須在7月15號前交6000平方米(120000套)彩屏產品、配套控制系統及軟件。
2、截止6月13號各生產部門生產任務都不明確,人員設備產能負荷不清楚,采購每天需要回廠多少種物料,數量都不太清楚,PMC對車間生產狀況不了解,生產處于混亂的狀況,公司董事長親自盯此項目的進度,要求從5月20號開始每天組裝成品150平米(300套),但是到了6月13日1平米(2套)都沒有組裝出來。
【解決策略】:
一、邦有道企業管理統計分析關鍵數據
產能需求目標:
A:6月15日--6月30日完成4000平方米(8000套)
B:7月1日—7月15日完成2000平方米(4000套)
攻關前裝配車間日產量僅300套;組裝車間日產量僅200套,無法滿足緊急交期訂單的產能需求。
二、制定產能品質問題的解決思路和具體動作:
(一)、深入現場,了解產能、品質的問題點
1.實施前的工作習慣:
只知道當下任務很艱巨,但具體的生產進度、物料狀況、產能負荷都不清楚,導致整個緊急訂單生產無從入手。
2.實施后的做法:
(1)深入PMC,找PC提供“6000平米彩屏”項目進度計劃表及車間生產計劃表;
(2)深入PMC,找物控提供“6000平米彩屏”項目物料請購計劃表、急料表;
(3)深入制造部,找各車間(注塑、CNC 、裝配、SMT、組裝)主管調查生產進度及車間設備、人力產能情況;
(4)深入研發中心,找研發部要求提供BOM表。
(二)聚焦討論、分析主要原因
1.實施前的工作習慣:
影響整個彩屏項目按期交貨的因素不清楚;哪些問題是瓶頸問題不清楚。
2.實施后新的做法:
深入現場調查后,召集管理人員一起討論分析,確定影響彩屏項目按時交貨的主要因素如下:
(1)項目施工配置方案(屏體、電源分配器、主控、光纖信號分配器、線材)不明確、BOM表發行版本未受控(PMC、采購、研發的BOM表都不同);
(2)裝配車間、SMT車間、組裝車間(防潮處理、焊接工序、組裝工序、調校工序)產能不足;
(3)物料采購不知每天該到多少數(燈板、驅動板、連接角、中梁電源、長短邊梁、中梁、機箱供應能力低下無法滿足生產)。
(三)改善對策和具體動作
實施后新的做法:
|
針對問題 |
具體動作 |
|
無人統籌瓶頸問題的解決,最終,管理人員漠視問題的存在,把異常當正常。 |
1、制定攻關方案,并于6月13日召開6000平米彩屏項目交期攻關啟動會議對攻關方案進行討論; |
|
2、6月14日,召開6000平米彩屏項目交期攻關動員大會,由各部門主管及攻關小組成員對攻關活動中要完成的目標立軍令狀并上臺立誓; |
|
|
BOM不準備;無人負責修訂。 |
1、確定研發部于6月15日前重新確認核對BOM表并發行; |
|
各車間產能不清楚,影響瓶頸工序產能的因素不明確。 |
1、依項目各車間承制產品之標準產能、以產品最終交期為基準組裝工序之日組裝產量為基數向SMT車間、鍍膜工序、焊接工序、裝配車間、CNC車間、注塑車間倒推進行產能負荷分析; 6000平米彩屏項目產能負荷分析; |
|
2、依產能負荷分析得出各自車間需新增的人員、設備、工具等; |
|
|
3、依6000平米彩屏產能負荷分析表,結合BOM表倒推得出各工序物料需求情況,得出重點物料采購跟進表; |
(四)攻關過程中的異常處理
1.實施前的工作習慣:
(1)瓶頸工序產能無人協調和解決,影響后工序配套。
(2)工藝問題影響瓶頸工序產能,無人及時跟進解決,造成瓶頸工序效率低;
(3)品質異常無人協調解決,造成頻繁返工和浪費,產出低。
2.實施后新的做法:
|
針對問題 |
具體動作 |
|
瓶頸工序產能無人協調和解決。 |
1、裝配車間:新增人員20人,由原來的單班改為雙班生產;
2、SMT 車間:新增貼片外協供方6家;
3、組裝車間:新增人員12人,鍍膜、浸膠工序雙班生產; 新增鍍膜設備2臺; |
|
工藝問題影響瓶頸工序產能,無人及時跟進解決。 |
1、SMT測試治具新增2套,定位方式變更,提升效率;
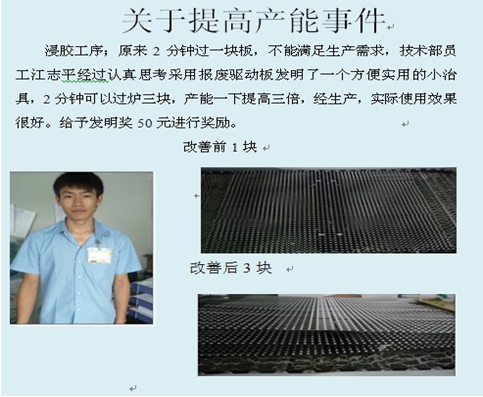
2、燈板組浸膠工序過爐工藝改良,過爐治具新增,由原來的一次一塊改為一次三塊;
3、燈板組焊接工序焊接工藝改良,新增黃臘板防止燈板、驅動板在焊接時脫落; |
|
品質異常無人協調解決,造成頻繁返工和浪費 |
1、A. 6月15日6000平米彩屏項目攻關方案啟動后,前后工序產能得到大幅度提升,但是到6月22號組裝成品產量卻沒有得到提升。分析得知過波峰焊設備焊接不良100%,燈板組焊接不良率最高達70%,因產品合格率低,維修工位8人無法對應上工序流出來的不良,甚至需組織達30人的維修組。
B. SMT車間、組裝車間各有設功能測試崗位歸車間管理,但無人對數據做分析;
C. 功能測試不良的產品堆積,嚴重影響生產效率。 |
|
2、臨時調整:
A、將原屬車間管理之測試崗位員工劃歸品質部管理;
B、責成品質部負責SMT功能測試、組裝后焊功能測試產品不良率數據統計,并對不良數據進行匯總分析;
C、稽核中心調1人進行專職蹲點錄像,從員工動作著手分析不良原因。 |
(五)攻關過程必須頻繁進行總結和激勵
1.實施前的工作習慣:
攻關過程中不做小結,不清楚進度和異常,也不做獎罰。
2.實施后新的做法:
|
針對問題 |
具體動作 |
|
攻關過程中不做小結,不清楚進度和異常,也不做獎罰。 |
攻關日小結:
1、攻關會議:每天9:30由項目組老師定時召開攻關日小結會議;
2、日生產計劃:每天9:30由PMC部依注塑、CNC、裝配、SMT、組裝制定并發放車間日生產計劃;
3、生產日報提報:每天9:00前各生產車間提交生產產量;
4、采購到貨進度跟進,倉庫每天9:00前提交日收貨明細表;
5、品質攻關數據變化:
A.品質攻關目標數據推移表 B.品質攻關焊接數據及獎罰明細表
6、組裝產能數據變化:
A.6000平米彩屏組裝產能推移表 |
攻關現場激勵(照片)

【項目成效】:
|
項目內容 |
車間 |
攻關前(數據) |
攻關后(數據) |
備注 |
|
日產量
(套數) |
裝配車間 |
300 |
750 |
增加150% |
|
SMT車間 |
3600 |
5200 |
(含外協) |
|
|
組裝車間 |
200 |
300 |
增加50% |
|
|
燈板排針測試合格率 |
SMT車間 |
14.5% |
8.94% |
提升38.34% |
|
燈板組測試合格率 |
組裝車間 |
41.38% |
25.88% |
37.45% |
返回頂部
159-8633-3189
在線留言