工廠難管,找邦有道! 咨詢熱線: 159-8633-3189
工廠難管,找邦有道! 咨詢熱線: 159-8633-3189



【公司信息】:
東莞市博一家具有限公司成立于2002年,公司坐落于交通便利的東莞市塘廈鎮(zhèn)清湖頭高麗工業(yè)區(qū)友誼路1、3號。工廠占地面積約5萬平方米,現(xiàn)有員工500多人。多年來致力于辦公家具開發(fā)、設(shè)計、生產(chǎn)和銷售,并擁有75項全球?qū)@.a(chǎn)品類型以辦公椅為主,產(chǎn)品定位于中高檔。產(chǎn)品配件等主要是自行設(shè)計開發(fā),以出口為主,現(xiàn)主要銷往歐洲、美洲、東南亞、中東地區(qū)以及中國大陸、香港和臺灣。深得客戶與消費者信賴與好評。
【行業(yè)類型】: 家居行業(yè)-家具
【項目背景】:
【解決策略】:
一、組織架構(gòu)調(diào)整
1.改善前的工作習慣:
有IE改善科室(PIE),只設(shè)有一個組長,隸屬于研發(fā)部,除了完成部門內(nèi)部需做的作業(yè)指導書,對生產(chǎn)現(xiàn)場的異常處理也僅局限于工裝夾具、模具的改善。真正的工藝問題無法及時反饋,也沒有相應(yīng)的改善小組。
2.改善后新的做法:
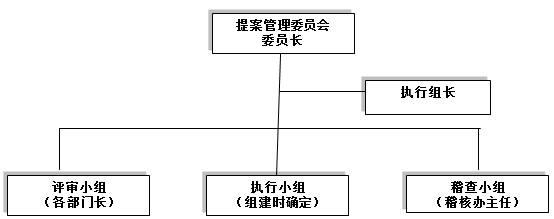
組建博一提案改善管理委員會,由總經(jīng)理擔任委員長,生產(chǎn)二部經(jīng)理李強(兼管PE課)任委員會執(zhí)行組長。從組織上保障IE提案活動是一種公司級的管理活動,有公司高層的直接參與,從而保證活動能夠得到重視與推動。
二、運作流程調(diào)整
1.改善前的工作習慣及問題:
沒有IE改善的流程制度,就算有現(xiàn)場班組長提供改善建議,也沒有相關(guān)改善記錄、表單,也沒有具體責任人跟進和落實。
2.改善后新的做法:
制訂《IE提案管理制度》,對IE提案改善活動的提案上交、提案審核、提案推進、數(shù)據(jù)的核查、激勵方式、提案改善的結(jié)案等工作流程進行明確的規(guī)定與要求。
三、IE改善的具體操作動作
1.改善前的工作習慣:
(1)沒有明確IE改善的范圍,也沒有明確如何反饋改善建議、提案;
(2)沒有明確IE改善的主體,也沒有具體IE改善的提案表單;員工都是迫于工藝問題已經(jīng)嚴重影響工作效率,才反饋給工藝組進行改善,也沒有明確各部門改善提議的任務(wù);
(3)即便現(xiàn)場班組長有改善的建議反饋給IE部門,也沒有具體的跟進責任人和完成時間;最終導致改善建議不了了之。
2.改善后新的做法:
|
針對問題 |
管理改善動作 |
|
沒有明確IE改善的范圍,也沒有明確如何反饋改善建議提案 |
為了確保員工掌握改善方法,如何能發(fā)現(xiàn)改善點,定期組織相關(guān)知識技能培訓。 |
|
沒有明確IE改善的主體,也沒有改善的提案表單,沒有改善提案的任務(wù) |
召開IE改善啟動大會,會上明確提案提交的責任人不僅是管理人員、也不僅是技術(shù)人員、品質(zhì)人員,活動的主體是一線的員工。 |
|
在前期為了打消一些人的觀戰(zhàn)情緒,采取給各部門負責人下達硬性指標,規(guī)定各部門每周最少提案提交數(shù),達不成者,要追究責任。 |
|
|
為了保持員工IE提案提交的積極性,只要提交提案,就給予獎勵,后面再進行提案內(nèi)容的質(zhì)量要求。 |
|
|
沒有改善提案的跟進責任人和具體的改善完成時間 |
為了掌握了解各個經(jīng)過評審的提案推進度,編制了《提案改善階段進度表》。 |
根據(jù)上述動作的運作,就形成了博一家具從改善提案到提案跟進的主要動作。
四、工藝改善重點項目分析
1.改善前的工作習慣:
(1)只是憑經(jīng)驗知道哪個車間是瓶頸,沒有對整個工藝流程進行分析;
(2)具體到每個瓶頸問題卡在哪里,沒有進行具體分析;
(3)即便知道了瓶頸問題的嚴重程度,也沒有采取具體的動作進行改善和跟進。
2.改善后的新的做法:
(1)通過分析,確定重點工藝改善項目為木工組的品質(zhì)和扶手組的產(chǎn)能;
(2)組織車間一線員工、技術(shù)人員成立攻關(guān)小組,分析瓶頸的具體問題點。
木工組品質(zhì)攻關(guān)的具體動作:
|
針對問題 |
管理改善動作 |
|
印孔不標準,有錯位、漏印、無自檢互檢動作、無操作細則; |
對所有印孔、鉆孔人員實行定人、定崗制,并列出詳細的操作說明及注意事項。 |
|
木板制作弧度不一致、反翹、無標準、憑借經(jīng)驗生產(chǎn); |
首檢的制作:當天做次日首樣,由QC確認,生產(chǎn)組長及QC組長跟進。 |
|
沒有專人處理與跟蹤每天的不良項及后期的改善措施; |
1.每天最大比例不良項,生產(chǎn)組長負責采取有效改善措施; 2.IPQC每天負責跟蹤,IPQC組長負責確認。 |
|
品質(zhì)不夠重視、沒有對優(yōu)秀員工進行有效的激勵; |
制作品質(zhì)自檢互檢每日之星(人員為表現(xiàn)最優(yōu)秀的員工)。 |
|
沒有對推行方案、動作進行跟進,也不總結(jié)、調(diào)整; |
1.每天統(tǒng)計攻關(guān)數(shù)據(jù)并在協(xié)調(diào)會上通報; 2.小組成員每周召開一次品質(zhì)總結(jié)會,對方案的執(zhí)行動作進行總結(jié)、調(diào)整。 |
|
201扶手,扶手組裝時需要用電鉆鉆孔,生產(chǎn)效率低易鉆壞外殼,導致品質(zhì)事故; |
1.更改扶手外殼模具,在注塑時一次性成型,減少鉆孔動作,提升生產(chǎn)效率; 2.模具成型,外觀效果好,提升產(chǎn)品品質(zhì); 3.組裝加工工價在原有基礎(chǔ)上每套減低0.05元。 |
|
因產(chǎn)品外觀相似,裝配時極易弄混導致客訴 |
1.在模具上增加編碼區(qū)分,杜絕此類型客訴,提升產(chǎn)品品質(zhì); 2.每塊背鋼板需要增加沖壓印字工序加工價格:0.3元/PCS 。 |
|
泡棉密度為80密座墊泡棉底部為實心,座感差,單重:950g |
1.將泡棉密度改為65密; 2.將泡棉模具加凸點,成型時底部減膠,單重:870g,減低成本80g/pcs 。 |
|
腰靠后蓋與腰靠調(diào)節(jié)旋鈕配合過松,易脫落造成客訴 |
修改產(chǎn)品結(jié)構(gòu),將腰靠調(diào)節(jié)旋鈕配合孔徑由¢3.6mm縮小至¢3.3mm。 |
五、改善動作必須要求反復檢查
1.改善前的工作習慣:
隨意檢查或者不檢查攻關(guān)動作是否執(zhí)行,檢查也沒有結(jié)果記錄和數(shù)據(jù)統(tǒng)計,不關(guān)注每一次動作執(zhí)行的好壞,每天的改善動作是否執(zhí)行,不完全確定。
2.改善后新的做法:
|
針對問題 |
管理改善動作 |
|
隨意檢查或者不檢查攻關(guān)動作是否執(zhí)行 |
通過稽核的全程介入,對各關(guān)鍵點進行頻繁的稽核檢查,對典型事件召開案例分析會,為整個流程的導入與正常運作保駕護航。 |
|
檢查也沒有結(jié)果記錄和數(shù)據(jù)統(tǒng)計 |
1.為了激發(fā)員工的提案激情,稽核員在抓提案改善動作落實的同時,狠抓提案的獎勵落實,確保獎勵及時發(fā)放,并及時在公司宣傳欄和車間相關(guān)班組的看板上張貼; 2.對于在過程中典型的事例召開案例分析會。 |
|
不關(guān)注每一次動作執(zhí)行的好壞,每天的改善動作是否執(zhí)行不完全確定 |
1.運作一段時期后,把生產(chǎn)班組長及品質(zhì)系統(tǒng)與PE課人員納入管理委員會成員,把指標下移至班組長級別,同樣的,對沒達成指標任務(wù)的,進行責任追究。 |
六、改善動作必須要求反復總結(jié)和評價
1.改善前的工作習慣:
不統(tǒng)計每天的改善數(shù)據(jù),不每天對改善情況進行總結(jié),憑感覺評價或不評價每天改善動作的效果。
2.改善后新的做法:
|
針對問題 |
管理改善動作 |
|
不統(tǒng)計每天的改善數(shù)據(jù),不每天對改善情況進行總結(jié),憑感覺評價或不評價每天改善動作的效果 |
1、對于結(jié)案的提案,組織相關(guān)人員進行檢查驗證,最后提交總結(jié)報告,經(jīng)總經(jīng)辦審批后申請獎金。每周進行總結(jié)。 |
|
2、提案改善結(jié)案的管理,結(jié)案不是結(jié)束,發(fā)了獎才是改善的真正開始。通過總結(jié),將改善過程中有效的動作提取,編制成動作控制卡或SOP文件固化下來。 |
通過IE提案管理委員會組織的建立、《IE提案管理制度》的推出,以及稽核強力介入推動流程制度的落實,使員工最終養(yǎng)成進行改善的習慣,由一開始的強制硬性要求到員工的自動自發(fā)的主動去搞改善,達到習性再造的目的,建立起一種員工關(guān)注自己工作、關(guān)注自己的動作,并自動自發(fā)的,不斷改善的,一種良性的企業(yè)文化 。
【項目成效】:
2012年2月~7月提案完成總數(shù):324單;月平均:54單,截止到7月12日,結(jié)算的提案,產(chǎn)生年效益 330158元。
|
項目 |
調(diào)研前(平均數(shù)) |
7月 |
提升比例 |
|
月產(chǎn)量出(臺/月) |
28773.5 |
35359 |
22.89% |
|
平均日產(chǎn)量(臺/日) |
973.7 |
1414 |
45.22% |
|
人均日產(chǎn)量臺/人/天 |
2.08 |
3.22 |
54.81% |
熱門標簽:家居工廠產(chǎn)品工藝提升五金工藝技術(shù)改善生產(chǎn)車間工藝技術(shù)改善方法工廠管理改善方案鋼材廠成本改善方案
返回頂部
159-8633-3189
在線留言











